اگر تازه کار با دستگاه جوش را شروع کردهاید، احتمالاً برایتان پیش آمده که الکترود به قطعه کار بچسبد. این مشکل میتواند به دلایل مختلفی مانند فاصله کم الکترود از کار یا کیفیت نامناسب الکترود رخ دهد، اما یکی از اصلیترین دلایل، تنظیم نادرست آمپر دستگاه جوش است. تنظیم نامناسب آمپر، کیفیت جوش را به شدت کاهش میدهد.
به همین دلیل، تنظیم دقیق آمپر در دستگاه جوش اینورتر بسیار مهم است. هر دستگاه ممکن است روش خاص خود را برای تنظیم آمپر داشته باشد، اما اصول کلی برای انجام این کار چگونه است؟ استانداردهای متعددی برای تنظیم آمپر در موقعیتهای گوناگون جوشکاری وجود دارد. با توجه به اهمیت این موضوع، در این مطلب از رونیکس، به چگونگی تنظیم آمپر در دستگاه جوش اینورتر خواهیم پرداخت.
رونیکس را بخوانید.
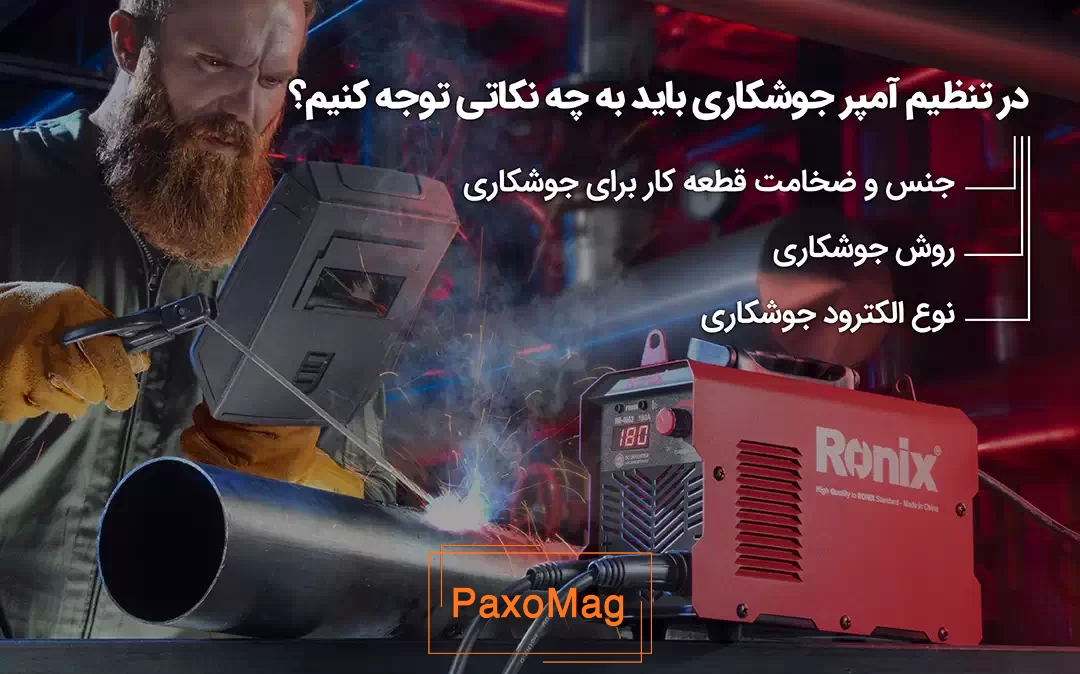
در تنظیم آمپر جوشکاری باید به چه نکاتی توجه کنیم؟
برای شروع آموزش تنظیم آمپر در جوشکاری، این نکته را به خاطر بسپارید که با افزایش آمپر دستگاه جوش اینورتر، گرمای بیشتری به درون قطعه کار نفوذ میکند. پیش از آغاز جوشکاری، سه عامل مهم وجود دارد که باید در تنظیم آمپر مورد توجه قرار گیرند.
بیشتر بخوانید: کتراک چیست؟ تخریب بتن با دینامیت بی صدا
در تنظیم شدت جریان دستگاه جوش باید به چه چیزهایی دقت کنیم؟
مقاله «انواع اینورتر جوشکاری» دانستنیهای سودمندی درباره اینورتر و دیگر دستگاههای جوش در اختیار شما قرار میدهد.
جنس و ضخامت قطعه کار برای جوشکاری
یکی از عوامل مهم در تنظیم آمپر دستگاه جوش، جنس و قطر قطعهای است که میخواهید جوش دهید. اگرچه جدولهای راهنمای استانداردی برای تنظیم آمپر بر اساس نوع قطعه وجود دارد، اما جوشکاران با سابقه معمولاً با آزمون و خطا و بر پایه تجربه خود، عدد دقیق آمپر مورد نیاز را پیدا میکنند. به عنوان مثال، آمپر مناسب برای جوشکاری در و پنجره با آمپر لازم برای جوش دادن یک قوطی فلزی کاملاً فرق دارد.
هنگام انتخاب آمپر مناسب، باید به دمای ذوب قطعه کار هم دقت کنید. مثلاً برای جوش دادن دو قطعه آلومینیومی، به دلیل نقطه ذوب بالا (حدود ۱۲۰۰ درجه فارنهایت)، معمولاً به آمپر بیشتری نیاز خواهید داشت.
علاوه بر این، ضخامت قطعه نیز روی آمپر دستگاه تأثیر میگذارد. قطعات ضخیمتر نیاز به نفوذ عمیقتر جوش دارند. به همین دلیل، علاوه بر استفاده از الکترود کلفتتر، باید آمپر دستگاه را نیز بالاتر ببرید.
رونیکس تولیدکننده بهترین دستگاههای جوش بازار ابزار ایران است. برای آشنایی با «دستگاه جوش رونیکس» کلیک کنید.

جوشکاری با دستگاه اینورتر مدل RH-4604 ساخت رونیکس
این دستگاه به شما امکان میدهد تا به صورت پیوسته و بدون توقف، به مدت بیست دقیقه با الکترود پنج میلیمتری عملیات جوشکاری را انجام دهید.
انواع روش جوشکاری
نوع روش جوشکاری، به طور مستقیم روی مقدار آمپر دستگاه اینورتر اثر میگذارد. در مجموع سه شیوه اصلی برای جوشکاری داریم: جوش تیگ، جوش میگ و جوش استیک. معمولاً جوشکاری تیگ با آمپر کمتری انجام میشود، در حالی که برای جوش میگ و جوش استیک، آمپر بالاتری تنظیم میگردد. در ادامه، توضیح مختصری درباره هر یک ارائه میکنیم:
· جوشکاری تیگ (TIG)
جوشکاری تیگ که با نام جوش آرگون نیز معروف است، نیازمند دقت و تمرکز بالایی است. در برخی از دستگاههای جوش آرگون، میزان آمپر مستقیماً از روی صفحه دستگاه تنظیم میشود، اما در بیشتر مدلها این کنترل توسط یک پدال پایی انجام میگیرد. به این صورت که با فشار بیشتر بر پدال، آمپر جوش افزایش پیدا میکند. برای دستیابی به بهترین نتیجه و کیفیت جوش، معمولاً توصیه میشود آمپر دستگاه را حدود ۴۰ تا ۵۰ درصد بالاتر از مقدار مورد نظر اولیه تنظیم کنید.
برای اطلاعات بیشتر در مورد این روش جوشکاری، میتوانید مقاله «جوشکاری آرگون چیست» را مطالعه نمایید.

· جوشکاری میگ (MIG)
جوشکاری میگ که در ایران به نام جوشکاری co2 معروف است، یکی از روشهای رایج جوشکاری است.
در این روش، به جای تنظیم آمپر، باید ولتاژ مناسب برای جوشکاری را تنظیم کنیم. ولتاژ دستگاه جوش به سرعت خروج سیم جوش و ضخامت قطعهای که میخواهیم جوش دهیم بستگی دارد. به این صورت که با بالا بردن ولتاژ، باید سرعت خروج سیم جوش نیز افزایش یابد.
علاوه بر این، وقتی قطعه کار ضخیم است، لازم است ولتاژ بیشتری استفاده کنیم. برعکس، برای جوشکاری قطعات نازک، باید ولتاژ دستگاه را کمتر انتخاب کنیم.
برای اطلاعات بیشتر در مورد جوشکاری میگ، میتوانید مقاله «آشنایی با جوشکاری Co2؛ جوشکاری با گاز محافظ» را بخوانید.

· جوشکاری استیک (Stick)
در روش جوشکاری با الکترود دستی که با نام جوشکاری قوس فلزی با پوشش نیز معروف است، جدولهای راهنمای مشخصی وجود دارد. این جدولها به جوشکار کمک میکنند تا با توجه به ضخامت قطعهای که میخواهد جوش دهد، مقدار جریان برق (آمپر) مناسب را انتخاب کند.

جوشکاری با الکترود (استیک) با دستگاه اینورتر مدل RH-4605 رونیکس
در پایان لازم است یادآوری کنیم که برای سریعتر انجام شدن عملیات جوشکاری، امکان بالا بردن آمپر دستگاه وجود دارد. با این حال توصیه میشود از این کار خودداری کنید، زیرا روی کیفیت نهایی جوش تأثیر منفی میگذارد. اما در شرایط خاص و ضروری، با افزایش جریان آمپر دستگاه میتوان مدت زمان جوشکاری را کاهش داد.
بیشتر بخوانید: بهترین پمپ آب خانگی چیست؟ معرفی۷ مورد از بهترینها
نوع الکترود جوشکاری
یکی دیگر از چیزهایی که روی آمپر مناسب برای جوشکاری اثر میگذارد، نوع الکترود جوشکاری است. البته این موضوع فقط در جوشکاری با الکترود دستی (استیک) مطرح است و در روشهای تیگ و میگ به دلیل نوع متفاوت الکترود، این نکته در نظر گرفته نمیشود. در جوشکاری استیک، بسته به جنس و ضخامت قطعه، از الکترودهای گوناگونی استفاده میشود. برخی الکترودها نفوذ عمیقتری ایجاد میکنند و برخی دیگر جوش سطحیتری میدهند. به همین خاطر، هنگام انتخاب الکترود برای تنظیم آمپر دستگاه، باید دقت زیادی به خرج دهید.
هر الکترود با یک شماره مشخص میشود و معمولاً شرکت سازنده، بهترین محدوده آمپر برای آن را روی جعبه محصول درج میکند. با این حال، برای اطمینان از کیفیت کار، بهتر است قبل از شروع جوشکاری اصلی، روی یک قطعه اضافه یا بیاستفاده، جوش را آزمایش کنید.
الکترودهای جوشکاری به نقل سایت فولاد جهان مهر بدین صورت ساخته می شوند:
“الکترود جوشکاری چگونه ساخته می شود؟
فرآیند تولید و ساخت الکترود جوش مراحل متعددی دارد. نخست هسته الکترودها بسته به نوع مفتول ساخته می شود. ممکن است در این مرحله لازم باشد، انعطاف پذیری فلز افزایش یابد. برش فلز الکترود و صاف کردن آن با توجه به اندازه های مدنظر، گام بعدی برای ساخت الکترود جوش است.
پس از آماده سازی اولیه الکترود نوبت به فراهم کردن ترکیباتی نظیر منگنز، سلولز و دی اکسید تیتانیوم می رسد. این مواد به صورت خشک در میکسر ریخته می شود. پس از آن پتاسیم سیلیکات به ترکیب ساخته شده اضافه می شود. در انتها نیز قالب گیری شارها و پوشش آن ها با اکستروژن صورت می پذیرد. مرحله پایانی نیز قراردهی الکترودها در کوره و عمل آوری آن ها می باشد.”
بیشتر بخوانید:بهترین برند جعبه ابزار

جوشکاری با دستگاه اینورتر مدل RH-4620 ساخت رونیکس
این دستگاه جوشکاری برای کارهای مختلف جوش مناسب است. کار با آن آسان است و نتیجه خوبی میدهد. میتوان از آن برای جوشکاری در مکانهای مختلف استفاده کرد. طراحی آن به گونهای است که حمل و جابهجایی آن ساده است.
بیشتر بخوانید: دستگاه جوش رونیکس مدل RH-4604 و دستگاه جوش رونیکس مدل RH-4602
رونیکس؛ تولیدکننده بهترین دستگاههای جوش در بازار ابزار ایران
در این مطلب از رونیکس، روش تنظیم آمپر جوشکاری را بررسی کردیم. در پایان این آموزش باید تأکید کنیم که انتخاب آمپر صحیح، کیفیت جوش را بهبود میبخشد و از مشکلاتی مثل چسبیدن الکترود به کار یا ایجاد ترک در خط جوش در آینده جلوگیری میکند. بنابراین پیش از آغاز جوشکاری، حتماً به جنس قطعه، نوع الکترود و مشخصات دستگاه جوش خود دقت کنید. علاوه بر این موارد، توجه به برند سازنده دستگاه جوش اینورتر نیز مهم است. رونیکس به عنوان برندی پیشرو در بازار ابزار ایران، انواع دستگاههای جوش را با کیفیت مطلوب و مناسب برای نیازهای گوناگون تولید میکند. شما میتوانید دستگاههای جوش رونیکس را با گارانتی معتبر رونیکس سرویس، از نمایندگیهای فروش این شرکت در سراسر کشور تهیه کنید. برای دریافت اطلاعات بیشتر، سوالات خود را در بخش نظرات با ما مطرح کنید.